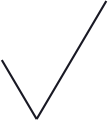
Symbol oznaczający uzyskanie wymaganej chropowatości dowolną metodą. Tą powierzchnię możemy obrabiać lub pozostawić w stanie surowym, zależnie od otrzymanego materiału wyjściowego.
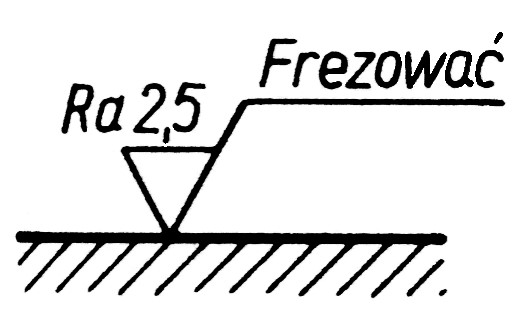
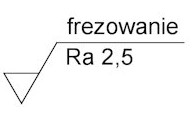
Symbol oznaczający uzyskanie wymaganej chropowatości przez usunięcie materiału. Tą powierzchnię obrabiamy zgodnie z pozostałymi oznaczeniami.
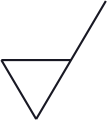
Symbol oznaczający uzyskanie wymaganej chropowatości bez usunięcia materiału. Tej powierzchni nie obrabiamy.
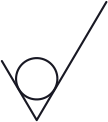
Symbol oznaczający uzyskanie wymaganej chropowatości na całej powierzchni dookoła.
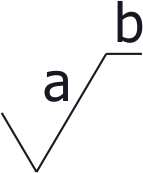
Oznaczenia dodatkowe: a) wartość chropowatości (np.: N10, Ra 3,2, Rz 100) b) informacja nt. sugerowanej metody obróbki (np.: water jet, laser, milling)
Oznaczenie zgodne z normą PN-EN ISO 1302:1992
Oznaczenie zgodnie z norma PN-EN ISO 1302:2004
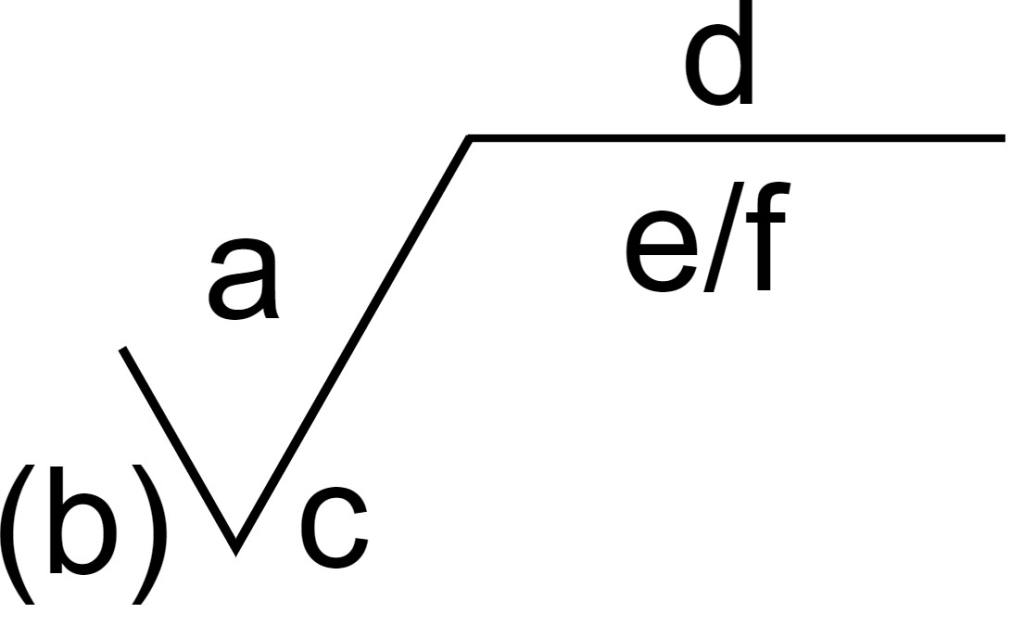
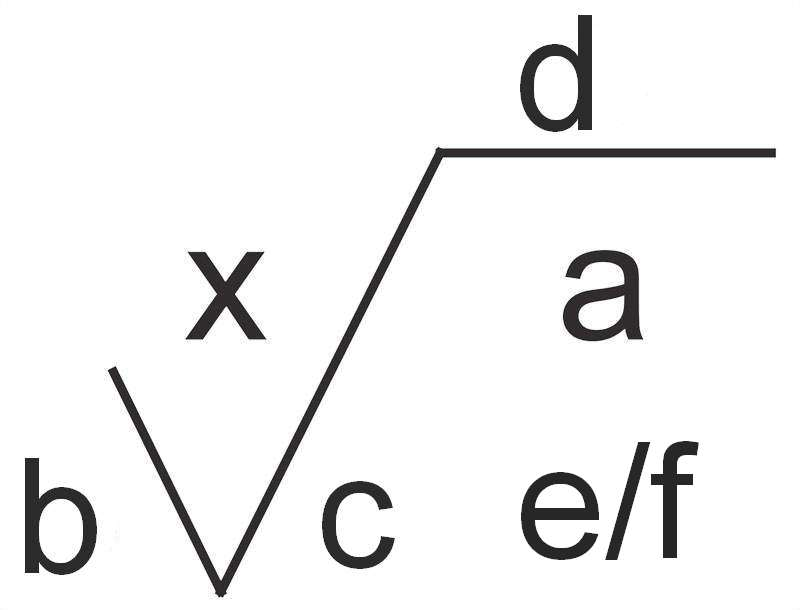
W odpowiednich polach należy umieścić następujące parametry: a – wartość chropowatości w μm poprzedzona symbolem parametru (np. Ra, Rz) Oznaczenie Ra można pominąć jako paramer domyślny. b – wartość reprezentująca naddatek materiału na obróbkę w mm c – symbol kierunkowości struktury powierzchni d – informacja o metodzie uzyskania chropowatości, rodzaju obróbki, naniesionych warstwach ochronnych (np. chromować, szlifować, dogładzać) e – wartość reprezentująca wysokość falistości, poprzedzona odpowiednim symbolem lub długość odcinka elementarnego, jeżeli nie jest wyszczególniony w normie (ISO 4288) f – wartość parametru chropowatości innego niż Ra poprzedzona symbolem skali x – wprowadza się w najnowszej normie w przypadku ograniczonego miejsca (np. wartość parametru chropowatości Ra)
PORÓWNANIE NORM CHROPOWATOŚCI
Oznaczenie „Klasa dokładności” była stosowana do roku 1974, obecnie nie jest używana, można ten sposób oznaczania chropowatości spotkać jeszcze na bardzo starych rysunkach.
Ra
Rz
klasa dokładności
250
1000
–
200
800
–
160
630
–
125
500
–
100
400
–
80
320
1
63
250
–
50
200
–
40
160
2
32
125
–
25
100
–
20
80
3
16
63
–
12,5
50
–
10
40
4
8
32
–
6,3
25
–
5
20
5
4
16
–
3,2
12,5
–
2,5
10
6
2
–
–
Ra
Rz
klasa dokładności
1,6
–
–
1,25
6,3
7
1
5
–
0,80
4
–
0,63
3,2
8
0,50
2,5
–
0,40
2
–
0,32
1,60
9
0,25
1,25
–
0,20
1
–
0,16
0,8
10
0,125
0,63
–
0,100
0,50
–
0,080
0,40
11
0,063
0,32
–
0,050
0,25
–
0,040
0,20
12
0,032
0,16
–
0,025
0,125
–
0,020
0,100
13
0,016
0,080
–
0,012
0,063
–
Parametry chropowatości Ra uzyskiwane w różnych procesach wytwarzania
Rodzaj obróbki
dokładność
Wartość parametru Ra
100
50
25
12.5
6.3
3,2
1.6
0.8
0.4
0.2
0.1
0.05
Frezowanie cylindryczne
zgrubne
X
X
X
dokładne
X
X
Frezowanie czołowe
zgrubne
X
X
dokładne
X
X
bardzo dokładne
X
X
Rozwiercanie
zgrubne
X
X
dokładne
X
bardzo dokładne
X
X
Szlifowanie wałków i płaszczyzn
zgrubne
X
X
X
dokładne
X
X
bardzo dokładne
X
X
wewnętrzne
X
X
X
X
Obróbka ślusarska
piłowanie
X
X
X
X
X
Gwintowanie
narzynką
X
X
Gwintowanie nożem
zgrubne
X
X
dokładne
X
X
X
Polerowanie
dokładne
X
X
X
bardzo dokładne
X
X
Docieranie
dokładne
X
X
X
bardzo dokładne
X
Odlewanie w piasku
zwykłe
X
X
X
dokładne
X
X
X
Odlewanie w kokilach
zwykłe
X
X
X
dokładne
X
X
Odlewanie wtryskowe
zwykłe
X
X
dokładne
X
X
Kucie
X
X
X
Walcowanie
X
X
X
X
Struganie
X
X
X
X
X
Ta strona używa plików cookie w celu zapewnienia najwyższej jakości usług. Dalsze korzystanie z witryny oznacza zgodę na ich wykorzystywanie oraz akceptację Polityki Prywatności. Jak używamy Cookies Jak wyłączyć pliki cookieAKCEPTUJĘ